Чистка и осмотр блока цилиндров
Чистка
1 Снимите с блока все навесные элементы: проушины для подъёма двигателя, кронштейны для навесного оборудования, помпу, ролик ремня вязкостной муфты вентилятора, корпус масляного насоса, корпус ТНВП. а также электрические датчики и выключатели (рис. 10.1 .а — в]. Желательно также вынуть все пробки из блока цилиндров. Для того чтобы вынуть пробку, просверлите в ней отверстие, заверните в отверстие саморез и выньте пробку пассатижами или «обратным мопотком».
2 Осторожно, чтобы не повредить посадочные поверхности под прокладки, соскребите с блока остатки герметика.
3 Выверните технологические пробки масляных каналов. Эти пробки бывает очень сложно отвернуть. Возможно, придётся их высверливать, затем восстанавливать резьбу метчиком. При сборке установите новые пробки.
4 Если блок очень грязный, то очистите его обработкой водяным паром. После этого прочистите масляные каналы ешё раз. Промывайте все масляные каналы тёплой водой, пока выходящая из них вода не станет совершенно чистой. Тщательно просушите от воды блок, затем покройте поверхности подпрокладки и зеркало цилиндров плёнкой масла, чтобы предотвратить коррозию. Еспи вы располагаете источником сжатого воздуха, то процесс сушки внутренних полостей можно ускорить, если продуть воздухом каналы.
Внимание: Если пользуетесь сже-тым воздухом, то наденьте защитные очки.
5 Если блок не очень грязный, то можно его очистить горячей (насколько возможно более горячей, но чтобы не обжечься) мыльной водой и щёткой. Не пожалейте времени и выполите эту работу тщательно. Независимо от применяемого способа очистки, масляные магистрали должны быть тщательно очищены и просушены. Для предотвращения коррозии, защитите поверхности, как описано выше.
6 Все резьбовые отверстия также нужно очистить, чтобы болты в них заворачивались легко. Для прочистки резьбовых отверстий от ржавчины, резьбового клея, а также для восстановления замятой резьбы, воспользуйтесь метчиком нужного диаметра и соответствующего номера (рис. 10.В). Сжатым воздухом (если есть такая возможность) удалите из отверстийто, что ссыпалось в них в результате этой операции.
Замечание: Тщательно удалите жидкость из резьбовых отверстий, так как в противном случае при заворачивании болтов в глухие резьбовые отверстия блок цилиндров может дать трещину из-за высокого гидравлического давления внутри отверстия.
7 Нанесите новый подходящий резьбовой клей на технологические пробки, надёжно затяните их в отверстиях блока.
8 Если сборка двигателя откладывается, то смажьте зеркала цилиндров и все обработанные поверхности с целью предотвращения коррозии (см. выше) и накройте блок большим пластиковым пакетом.

Рис. 10.1,а. Снимите масляный теплообменник…
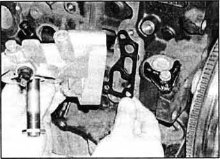
Рис. 10.1,6. …и корпус и прокладку под масляным фильтром
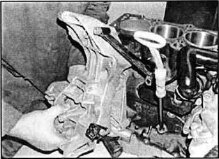
Рис. 10.1 .в. Помпа
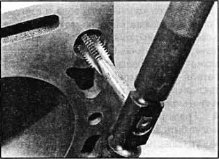
Рис. 10.6. Прогоните резьбу метчиком
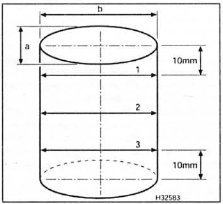
Рис. 10.12. Точки, в которых нужно замерить диаметр цилиндра
Осмотр
9 Осмотрите блок цилиндров на предмет наличия трешин и ржавчины. Посмотрите, не сорвана ли резьба где-то в отверстиях. Если была где-либо утечка охлаждающей жидкости.то, возможно, стоитпоказатьблок специалисту для проверки на специальном оборудовании. Если при этом обнаружатся дефекты, устраните их по возможности, или замените блок.
10 Осмотрите зеркало цилиндров на общий износ и наличие задиров. При их наличии проконсультируйтесь у специалистов по ремонту двигателей относительно расточки цилиндров под следующий ремонтный размер. Посмотрите,нет ли гребня в верхней части цилиндра — его наличие говорит о сильном износе цилиндра.
11 Чтобывыяснитъизношеныцилиндры.или нет, надо замерить их диаметры следующим образом. Замерьте диаметр первого цилиндра в плоскости, параллельной оси коленчатого вала в трёх точках: на расстоянии примерно 10 мм от верхнего среза цилиндра; в середине хода поршня; и на расстоянии примерно 10 мм от нижнего среза цилиндра.
Замечание: Замеры желательно производить на двигателе, установленном на верстаке, так как на двигатепе.установпенномнастенде.точные измерения провести сложнее.
12 Замерьте диаметр цилиндра в тех же точках, но перпендикулярно осиколенчатого вала (рис. 10.12). Запишите результаты измерений и сравните их с приведенными в Технических данных в начале этой главы. Если разность диаметров двух цилиндров превосходит допустимоепо износу значение, или диаметр хотя бы одного цилиндра больше допустимого по износу, то необходимо проточить все четыре цилиндра под следующий ремонтный размер иустановить поршниэтого (нового) ремонтного размера.
13 Найдите зазор между поршнем и цилиндром, вычитая из диаметров цилиндров диаметры соответствующихпоршней, измеренные Вами ранее (см. параграф 7 этой главы). Автопроизводитель не лимитирует этот параметр, поэтому проконсультируйтесь у специалистов дилера VW или специалистов по ремонту двигателей.
14 Установите блок цилиндров на ровную поверхность. Приложите поверочную линейку к плоскости разъёма блока цилиндров/ головки блока цилиндров и замерьте плоским щупом зазоры между линейкой и блоком цилиндров по всем направлениям. Вы получите отклонения от плоскостности плоскости разъёма. Автопроизводитель не лимитирует эту величину, однако, вообще говоря, она не должна превышать 0.05 мм. В противном случае проконсультируйтесь у специалистов дилера VW относительно шлифовки плоскости разъёма блока.
15 Перед сборкой отхонингуйте цилиндры, чтобы обеспечить нормальное прилегание колец к зеркалу цилиндров, их лучшую приработку. В домашних условиях отхонинго-вать цилиндры можно двумя способами, причём привод инструмента в обоих спосс-бахосушествпён от обычной электрической дрели. Различие способов заключается в том, что использован разный инструмент. Инструмент первого типа — шётка, содержащая абразивные включения. Инструмент второго типа — общеизвестные хоны, представляющие собой подпружиненные (с целью создания постоянного по величине давления на стенки цилиндров) абразивные бруски. Неискушённому автолюбителю проще будет работать щёткой.
Замечание: Если вы не располагаете оборудованием, требующимся для хонингования. или просто не уверены, что справитесь с этой задачей -предоставьте это специалисту по ремонту двигателей, он сделает это за приемлемую плату.
16 Для хонингования Вам потребуется следующее. Во-первых, один из описанных выше видов инструмента для хонингования.
Кроме этого Вам понадобятся дрель, ве-тошь.хонинговальноемаслоизащитныеочки.
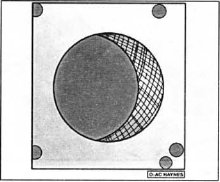
17 Зажмитехонинговальныйинструментв патрон дрели. Нанесите на стенки цилиндра некоторое количество хонинговального масла. Вставьте инструмент в цилиндр (для того чтобы вставить бруски в цилиндр, сожмите их). Включите дрель и одновременно с вращением, перемешайте её вдоль оси цилиндра с тем, чтобы хон совершал сложное движение, по траектории напоминающее спираль. Пинии спирали должны пересекаться примерно под углом 50’…60″ (рис. 10.17). Если устанавливаются новые поршни, то производители поршней могут требовать иной угол хонингования, — следуйте инструкциям производителей поршней.
Внимание: При хонинговении наденьте защитные очки.
18 Хонингование должно производиться с непрерывной подачей хонинговального масла в место контакта. Не снимайте с зеркала цилиндра не оправданно толстый слой металла. Вынимать хон следует только после того, как он остановится.
19 По окончании хонингования смойте хонинговальное масло. Вымойте весь блок цилиндров горячей водой с мылом.
20 Если сборка двигателя откладывается, то смажьте зеркала цилиндров и все обра бо-танные поверхности с целью предотвращения коррозии (см. выше) и накройте блок большим пластиковым пакетом.
21 Установите все элементы, снятые в п. 1.