
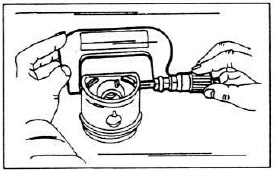
Измерение внутренних диаметров цилиндров
Для измерения внутренних диаметров цилиндров нужен цилиндрический стрелочный индикатор, с помощью которого можно обмерить верхнюю сторону, среднюю часть и нижнюю сторону отверстия. В случае, если стрелочного индикатора нет, можно провести следующие операции.-Измерьте внутренние диаметры цилиндров в продольном и поперечном направлениях. Кроме того, проведите измерения в 10 мм от верхней кромки, в 10 мм от нижней кромки и еще раз посередине. Таким образом, нужно в общей сложности провести по шесть обмеров каждого цилиндрического отверстия. Запишите все полученные данные и сопоставьте их с приведенными в таблице размеров и регулировочных параметров.
Следует обратить внимание на то, что все цилиндра должны быть расточены дополнительно, если размер хотя бы одного из цилиндров не укладывается в табличные показатеги. Допустимо отклонение 0,08 мм от заданных размеров. Негабаритные поршни, размеры которых указаны в таблице размеров и регулировочных параметров, имеются в продаже. Окончательный размер внутреннего отверстия цилиндра определяется путем измерений поршня в 10 мм от нижней кромки тронковой части поршня и под прямым углом к отверстию поршневого пальца; затем к этому значению надо прибавить рабочий зазор поршня, равный 0,03 мм. Кроме того, надо учесть заключительное хонингование, прибавив 0,02 мм.
Для контроля рабочего зазора поршня надо описанным способом измерить поршень и внутренний диаметр цилиндра и вычислить разницу между размерами на диаметр цилиндра. Если результат больше положенного на 0,08 мм, цилиндры нужно расшлифовать.